Коробка скоростей сверлильного станка 2Н150

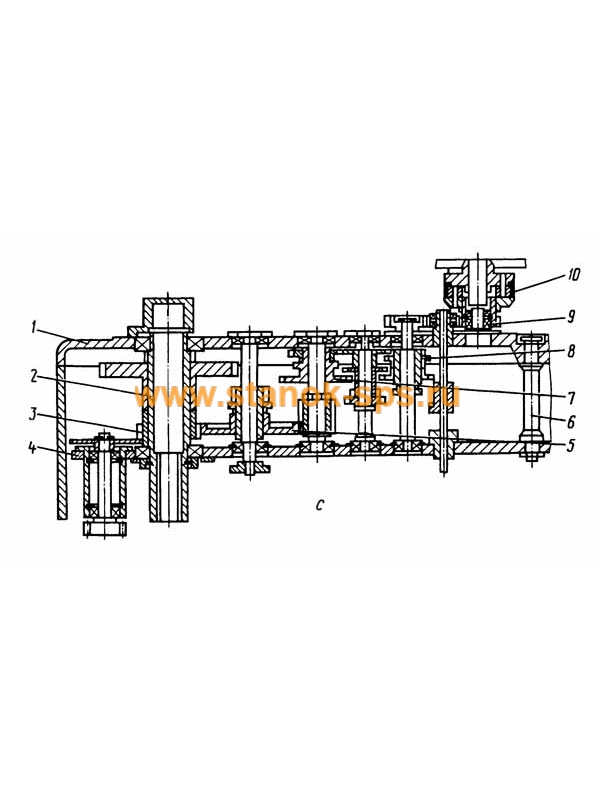
Коробка скоростей сверлильного станка 2Н150. Рис. 7, c
Колонна, стол, плита. Колонна станка представляет собой чугунную отливку. По направляющим колонны типа "ласточкин хвост" вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты - резервуар с отстойником для охлаждающей жидкости.
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах - верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки - гильза - имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н125, 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1 (рис.9), на станках 2Н125, 2Н135 - из зубчатых колес 2, 3 - соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
- ручного подвода инструмента к детали;
- включения рабочей подача;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подача, используемой при нарезании резьбы.
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме - полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель 2 (рис.11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента - верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.



















{kind=link}
{kind=link}