Реализуем оснастку, предоставляем услуги по ремонту станков. В данном разделе представлены запасные части и узлы к станку 1К62, ТС-30, 1К625 и их аналогам. Продукция в наличии на нашем складе в г.Челябинске и под заказ. Наши специалисты могут дать вам грамотную консультацию по подбору запчастей для ремонта станка 1К62. Мы обеспечиваем потребность металлообрабатывающих предприятий России и стран ближнего зарубежья, предоставляя широкий ассортимент оборудования и уровня сервиса, для развития долгосрочного и взаимовыгодного сотрудничества.
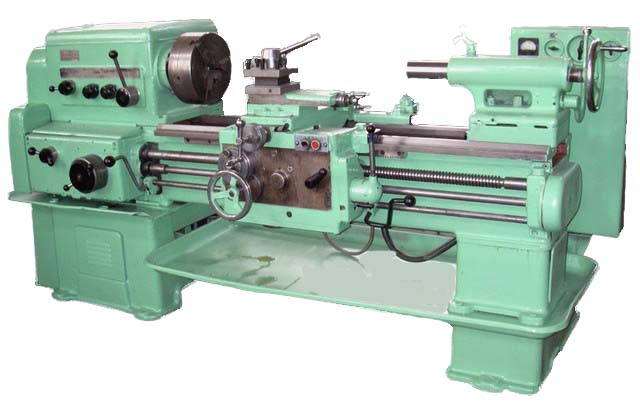
1К62, ТС-30, 1К625 - это токарно- винторезные станокм, который сочетает в себе универсальность, отличные показатели качества и простоту обслуживания. Являются одним из самых популярных моделей токарно-винторезных станков.
Современные аналоги токарно-винторезного станка 1К62
ТВ-380К - Ø 380, производитель Савеловский машиностроительный завод, ОАО Савма, г. Кимры
Samat 400S, Samat 400M, Samat 400L - Ø 400, производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В20 - Ø 400, производитель Астраханский станкостроительный завод
МК605 - Ø 400, производитель Красный пролетарий г. Москва
МСТ1620М - Ø 400, производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
КА-280 - Ø 400, производитель Киевский станкостроительный завод Веркон
ЖА-805 - Ø 400, производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
16Д20П - Ø 400, производитель Алма-Атинский станкостроительный завод им. 20-летия Октября
CA6140A, CA6140B, CA6240A, CA6240B, - Ø 400, производитель Shenyang Machine Tool (Group) Co., Ltd. SMTCL Китай
CD6140A, CD6240A - Ø 400, производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD - Ø 400, производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 - Ø 400, производитель Anhui Chizhou Household Machine Tool Китай
CU400, CU400M, C400TM - Ø 440, производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
CU402 - Ø 400, производитель ZMM Vratsa, ЗММ Враца, Болгария
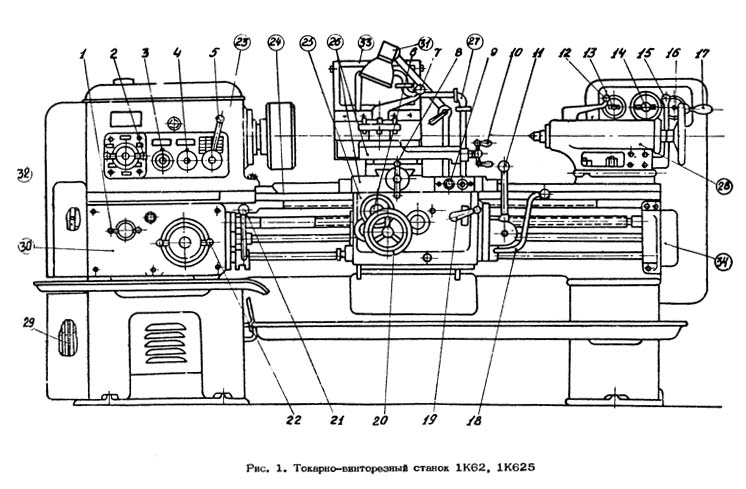
Общий вид токарно-винторезного станка 1К62
Спецификация составных частей токарного станка 1К62
- Бабка передняя - 1К62.02.01
- Ограждение патрона - 1К62.260.001
- Патрон поводковый - 16Б20П.090.001
- Каретка - 1К62.05.01
- Ограждение - 1К62.50.01
- Суппорт - 1К62.04.01
- Механизм отключения рукоятки - 1К62.52.001
- Охлаждение - 1К62.14.01
- Бабка задняя - 1К62.03.01
- Электрооборудование - 1К62.18.01
- Станина - 1К62.01.01
- Фартук - 1К62.06.01
- Переключение - 1К62.11.01
- Моторная установка - 1К62.15.01
- Коробка подач - 1К62.07.01
- Шестерни сменные - 1К62.78.02
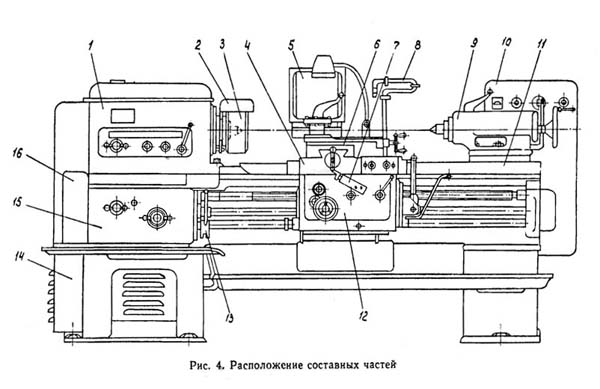
Расположение органов управления токарного станка 1К62
Перечень органов управления токарного станка 1К62
- Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль
- Рукоятки установки чисел оборотов шпинделя
- Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многоэаходные резьбы
- Рукоятка установки правой и левой резьбы и подачи
- Рукоятки установки чисел оборотов шпинделя
- Кнопка включения реечной шестерни при нарезании резьбы
- Рукоятка индексации и закрепления резцовой головки
- Рукоятка поперечной подачи суппорта
- Кнопочная станция пуска и останова электродвигателя главного привода
- Рукоятка подачи верхней части суппорта
- Рукоятка управления быстрыми перемещениями каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Выключатель насоса охлаждения
- Линейный выключатель
- Рукоятка крепления задней бабки
- Выключатель местного освещения
- Маховичок перемещения пиноли задней бабки
- Рукоятки включения, выключения и реверсирования шпинделя
- Рукоятка включения маточной гайки
- Маховичок ручного перемещения суппорта и каретки
- Рукоятки включения, выключения и реверсирования шпинделя
- Рукоятка установки величины подачи и шага резьбы
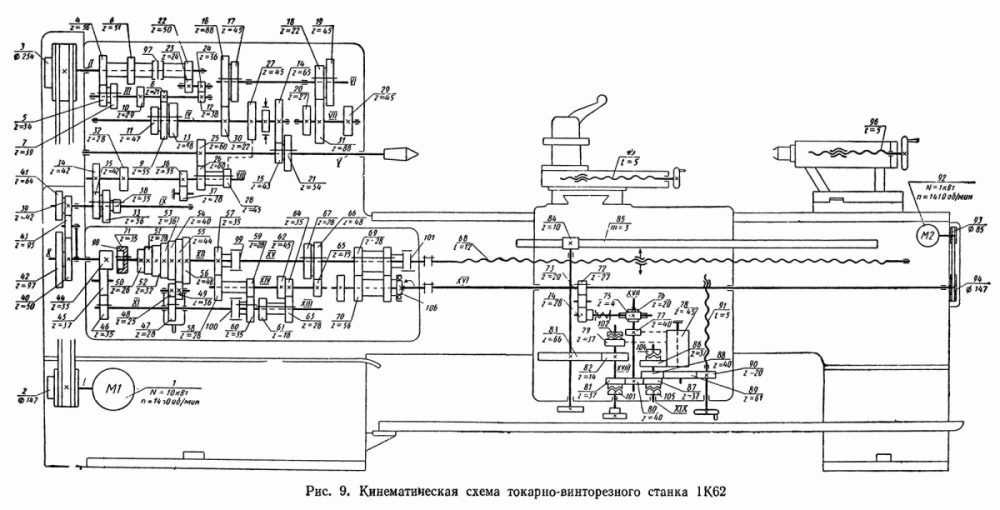
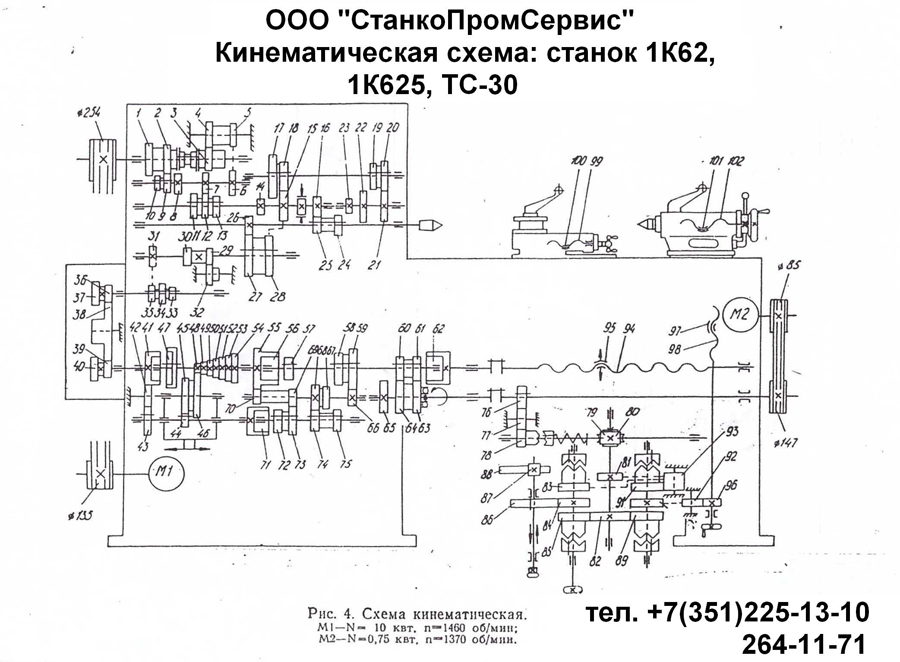
Главное движение. Главным движением в станке является вращение шпинделя, которое он получает от электродвигателя 1 через клиноременную передачу со шкивами 2—3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи -зубчатых колес: 4—5 или 6—7, 8—9 или 10—11, или 12—13, вал /V, колеса 14—15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16—17 и 18—19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15—21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор. В действительности количество значений частот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают.
Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22— 23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21—20, 29—19, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 29—19, 16—30, 27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 17—27—28, вал VIII;
- шпиндель V, колеса 21—20, 31—18, 16—30, 27—28, вал VIII. С вала VIII движение передается по цепи колес 32—33 или 34—35, или через реверсивный механизм с колесами 36—37—38, сменные колеса 39—40 или 41—42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес.
-
- Вращение передается через зубчатые колеса 44—45—46 на вал XI, затем через колеса 47—48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50—56) и далее по цепи зубчатых передач 57—58, 59—60, 61—62 или 63—64 через колеса 65—66 или 64—67— валу XV. Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69—70 и муфту обгона 106.
- С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44—71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49—48—47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
























")


")
")