Запчасти к станкам 6Р12, 6М82, 6Р82, 6М12П
Можете скачать:
ООО "СтанкоПромСервис" осуществляет поставку запасных частей для консольно-фрезерных станков серии 6Р12, 6М82, 6Р82, 6М12П. Мы предлагаем комплексные поставки деталей и узлов для Вашего станочного парка. Запасные части для фрезерных станков всегда имеются в наличии на нашем складе. Наше предприятие является также производителем деталей для станков 6Р82, 6Р12 и аналогов.
Станки модели 6Р12 предназначены для сверления, фрезерования и растачивания заготовок любой формы из различных материалов – стали, чугуна, цветных металлов, а также их сплавов. Рабочая поверхность стола, мм 1250х320.
Винт подъема стола 6Р12, 6Р82, 6М82, 6М12П – на фрезерных станках предназначен для перемещения стола с установленной на нем заготовкой по вертикальной оси в зону резания.
Винт ходовой фрезерного станка 6Р12, 6Р82, 6М82, 6М12П(винт продольного хода стола) – установлен в рабочем столе фрезерного станка и служит для перемещения стола справа налево и обратно, предназначен для перемещения обрабатываемой заготовки в зону фрезерования. Профиль резьбы ходового винта – трапецеидальный. Как правило ходовой винт поставляется в комплекте с двумя гайками.
Коробка скоростей фрезерного станка 6Р12, 6Р82, 6М82, 6М12П - дает возможность изменять число оборотов шпинделя при неизменной скорости вращения вала электродвигателя». Ее устройство аналогично устройству коробки скоростей станка токарного. В комплект поставляемой ООО "СтанкоПромСервис" фрезерной коробки скоростей входит 4 вала в сборе с шестернями, которые монтируются в корпус станка.
Коробка подач фрезерного станка 6Р12, 6Р82, 6М82, 6М12Побеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли.Коробка подач служит для изменения подач стола в вертикальном, продольном и поперечном направлениях.
Коробка переключения скоростейфрезерного станка 6Р12, 6Р82, 6М82, 6М12П позволяет выбрать необходимую скорость без последовательного прохождения промежуточных ступеней.
Фрезерная головка - часть фрезерного станка, несущая шпиндель. Бывают горизонтальные, вертикальные и наклонные, в том числе поворотные.
Фрикционный вал 6Р12, 6Р82, 6М82, 6М12П (муфта перегруза) называется фрикционным валом коробки подач VI оси. В комплект фрикционного вала в сборе входят диски фрикционные, шестерни, муфты кулачковые, чашки (муфты фрикционные).
Фрикционные диски фрезерного станка 6Р12, 6Р82, 6М82, 6М12П - являются составной частью фрикционного вала. В комплект входят наружные и внутренние диски, общее количество – 25 шт.
Шпиндель фрезерного станка – установлен в горизонтально-фрезерных станках в корпусе станка, в вертикально-фрезерных станках – в поворотной фрезерной головке. Это стальной вал, служащий для закрепления фрезерной оправки с дисковой фрезой или длинного стального стержня с резьбой на конце, с торцовой фрезой и для сообщения режущему инструменту (фрезе) вращательного движения (движения резания). В передней части отверстие шпинделя имеет коническую форму с определенным номером конуса, чтобы в него плотно входила коническая часть фрезерной оправки. Этим достигается точная установка фрезы относительно шпинделя и ее прочное закрепление. При помощи коробки скоростей шпинделю задаются различные скоростные режимы вращения.
Шестерни фрезерного станка (шестерня коническая, колесо зубчатое, гипоидная пара, шестерня-муфта, конические шестерни, гипоидная пара) это деталь цилиндрической или конической формы, с зубьями, которые зацепляются за зубья другой шестерни и приводят в движение разнообразные механизмы. Традиционно шестерней называют меньшее из зубчатых колес сопряженной пары. Но в разговорной речи любое зубчатое колесо уже давно называют шестерней. ООО «СтанкоПромСервис» предлагает любые заводские шестерни для фрезерных станков серии 6Р12, 6Р82, 6М82, 6М12П
Станки консольно-фрезерные
Консольно-фрезерные станки - это наиболее распространенный тип станков, применяемых для фрезерных работ. Название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Типоразмеры консольно-фрезерных станков принято характеризовать по величине рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальное, универсальное (широкоуниверсальные) ивертикальное исполнение при одной и той же величине рабочей поверхности стола. Сочетание разных исполнений станка при одинаковой основной размерной характеристике стола называют размерной гаммой станков.
В СССР было освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; № 1; № 2; № 3 и № 4, причем по каждому размеру выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, соответствующее размеру рабочей поверхности стола.
В зависимости от размера рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер |
Гамма станков |
Размер стола, мм |
| 0 |
6Р10, 6Р80, 6Р80Г, 6Р80Ш |
200 х 800 |
| 1 |
6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш |
250 х 1000 |
| 2 |
6М12П, 6М82, 6М82Г; 6Р12, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш |
320 х 1250 |
| 3 |
6М13П, 6М83, 6М83Г; 6Р13, 6Р83; 6Т13, 6Т83, 6Т83Г |
400 х 1600 |
| 4 |
6М14П, 6М84, 6М84Г |
500 х 2000 |
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном, салазок в поперечном и консоли в вертикальном направлениях.
Обозначение консольного фрезерных станков
6 - фрезерный станок (номер группы по классификации ЭНИМС)
Р – серия (поколение) станка (Б, К, Н, М, Р, Т) - станок серии Р начал выпускаться в 1972 году
1 – вертикальный консольный фрезерный станок (номер подгруппы по классификации ЭНИМС)
2 – исполнение станка - типоразмер (0, 1, 2, 3, 4) 2 (размер рабочего стола - 320 х 1250)
Г – исполнение станка - горизонтальный консольно-фрезерный станок с неповоротным столом
К – исполнение станка с копировальным устройством для обработки криволинейной поверхности
Б – исполнение станка с повышенной производительностью (повышенный диапазон чисел оборотов шпинделя, подач стола и повышенная мощность двигателя главного движения).
П – исполнение станка - точность (н, п, в, а, с) - с повышенной точностью по ГОСТ 8-ХХ
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Универсальный консольно-фрезерный станок 6Р12. Назначение и область применения
Станки с вертикальным пинольным шпинделем. Крестово перемещающийся в горизонтальной плоскости стол смонтирован на вертикально перемещающейся по направляющим стойки консоли. Оснащаются копировальными устройствами и сравнительно простыми устройствами ЧПУ.
Станки предназначены для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
СОЖ подается двигателем центробежного вертикального насоса по трубопроводам через сопло к инструменту.
Поворотная шпиндельная головка станков оснащена механизмом ручного осевого перемещения гильзы шпинделя, что позволяет производить обработку отверстий, ось которых расположена под углом до ±45° к рабочей поверхности стола. Мощность приводов и высокая жесткость станков позволяют применять фрезы, изготовленные из быстрорежущей стали, а также инструмент, оснащенный пластинками из твердых и сверхтвердых синтетических материалов.
Станки применяются в единичном и серийном производстве.
Класс точности станков Н по ГОСТ 8—77.
Модификации вертикального консольного фрезерного станка 6Р12
682 – первая модель фрезерного станка, выпущенная Горьковским заводом в 1932 году
6Б12 – следующая модель серии, станок выпускался с 1937 года
6Н12 – следующая модель серии, станок выпускался с 1951 года
6Н13ПР - станок получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году
6Н13Ф3-2 консольно-фрезерный станок с ЧПУ Контур 3П-68
6М12 – следующая модель серии, станок выпускался с 1960 года
6М12П – станок повышенной точности, станок выпускался с 1961 года
6Р12 – следующая модель серии, станок выпускался с 1972 года, заменил станок 6М12
6Р12Б – станок быстроходный с повышенной мощностью
6Р13РФ3 – станок с ЧПУ Н33-1М и револьверной головкой
6Р12К-1К-1 – станок с копировальным устройством, принят к серийному производству в 1978 году
6Т12-1 – следующая модель серии, станок выпускался с 1985 года
6Т12 – следующая модель серии, станок выпускался с 1991 года
Российские и зарубежные аналоги станка 6Р12
FSS315, FSS350MR, (FSS450MR) - 315 х 1250 (400 х 1250) - производитель Гомельский станкостроительный завод
ВМ127М - (400 х 1600) - производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 - 320 х 1250 - производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 - 320 х 1320 - производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) - 320 х 1350 (400 х 1600) - производитель Arsenal J.S.Co. - Kazanlak, Арсенал АД, Болгария
Общий вид вертикального консольно-фрезерного станка 6Р12

Расположение составных частей консольно-фрезерного станка 6Р12

Перечень составных частей консольно-фрезерного станка 6Р12
- Станина 6Р12-1
- Поворотная головка 6Р12-31
- Коробка скоростей 6М12П-3
- Коробка подач 6Р82-4
- Коробка переключения 6Р82-5
- Консоль 6Р12-6
- Стол и салазки 6Р82Г-7
- Электрооборудование 6Р12-
Размещение органов управления консольно-фрезерного станка 6Р12

Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп" (дублирующая)
- Кнопка „Пуск шпинделя" (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол" (дублирующая)
- Кнопка „Импульс шпинделя"
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол"
- Кнопка „Пуск шпинделя"
- Кнопка „Стоп"
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо"
- Переключатель насоса охлаждения „включено выключено"
- Переключатель ввода „включено-выключено"
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Кинематическая схема 6Р12, 6Р82, 6М82, 6М12П
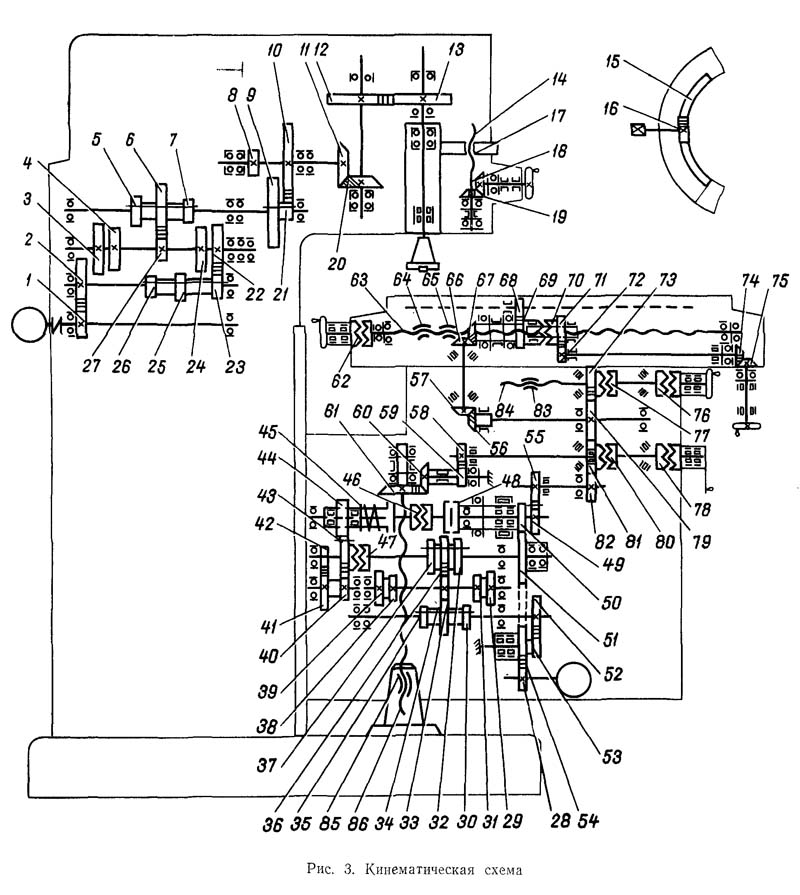
Кинематическая схема приведена для понимания связей и взаимодействия основных элементов станка. На выносках проставлены числа зубьев (г) шестерен (звездочкой обозначено число заходов червяка).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Для станков моделей 6Р12Б (рис. 7) вертикальные подачи в 3 раза меньше продольных.
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и фиксирована штифтами.
Поворотная головка консольно-фрезерного станка 6Р12

Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в 1-разный паз фланца станины.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 6;
- снимаются полукольца;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60° С;
- замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 6.
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 0,12 мм.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка подшипников шпинделя и механизма перемещения гильзы — шприцеванием.
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 19 (рис. 10), передвигаемая рукояткой переключения 18, посредством сектора 15 через вилку 22 (рис. 11) перемещает в осевом направлении главный валик 29 с диском переключения 21.
Диск переключения можно поворачивать указателем скоростей 23 через конические шестерни 28 и 30. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 31 и 33.
Рейки попарно зацепляются с зубчатым колесом 32. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 20 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 27, заскакивающим в паз звездочки 24.
Регулирование пружины 25 производится пробкой 26 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 18 (см. рис. 10) во включенном положении удерживается за счет пружины 17 и шарика 16. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин (для станков моделей 6Р12Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла.