Запчасти к станкам ВМ 127, 6Р13, 6М83
Фрезерный станок ВМ127 выпускался на Воткинском машиностроительном заводе (в настоящее время ОАО «Воткинский завод»). Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Вертикально-фрезерный станок ВМ127 является аналогом станков 6Р13, 6М13, 6Т13, FSS450R- это первая модификаций вертикально фрезерных станков серии ВМ. В настоящее время предприятие изготавливает фрезерные станки ВМ127М, ВМ130М, ВМ133 и другие.
ВМ127 cтанок вертикальный консольно-фрезерный. Назначение, область применения
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами в условиях индивидуального, мелкосерийного и серийного производства. Масса детали с приспособлением — до 300 кг.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Возможность настройки станка па различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Мощный привод главного движения станка ВМ 127 и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей быстрорежущего и твердосплавного инструмента.
Простота обслуживания станка ВМ127 переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
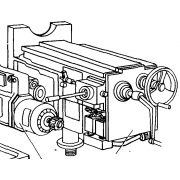
Расположение составных частей консольно-фрезерного станка ВМ 127, 6Р13, 6М83

Спецификация составных частей консольно-фрезерного станка ВМ 127, 6Р13, 6М83
- Станина - ВМ127.01.010
- Коробка скоростей - ВМ127.03.010
- Поворотная головка - 6Р13.31.01В
- Стол - салазки - 6Р13.7.01Б
- Консоль - 6Р13.6.01Б
- Коробка подач - ВМ127.4.01
- Электрооборудование - 6Р13.8
- Коробка переключений скоростей шпинделя - 6Р13.5.01
- Устройство электромеханического зажима инструмента - 6Р13К.93.000
Расположение органов управления фрезерным станком ВМ 127, 6Р13, 6М83

Перечень органов управления фрезерным станком ВМ 127, 6Р13, 6М83
- Кнопка «Стоп» (дублирующая)
- Кнопка «Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка «Быстро стол» (дублирующая}
- Кнопка «Импульс шпинделя»
- Переключатель зажима—отжима инструмента
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка «Быстро стол»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Рукоятка ручного вертикального перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола . Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующий)
- Переключатель ввода «включено-выключено»
- Переключатель насоса охлаждения «включено-выключено»
- Переключатель направления вращения шпинделя «влево-вправо»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Кинематическая схема фрезерного станка ВМ 127, 6Р13, 6М83

Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. По средством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении с ответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения. Вертикальные подачи в 3 раза меньше продольных
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка и жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки.
Электрооборудование станка ВМ 127, 6Р13, 6М83
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.