Запчасти к станкам 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ
Станки токарно-винторезные моделей 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8", 7/16", 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ15150 в зависимости от заказ-наряда.
Основные достоинства предлагаемой серии станков - высокая мощность главного привода, большая жесткость и прочность всех звеньев кинематической цепи, надежность и виброустойчивость конструкции, широкий диапазон частот вращения шпинделя, рассчитанных на скоростное и силовое резание.
Базовая модель серии - универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом "Красный пролетарий".
Кроме базовой модели в составе серии представлены несколько модификаций станков, учитывающих индивидуальные запросы потребителей. Особенности той или иной модификации нетрудно проследить по маркировке станка.
Пример обозначения станка: станок токарно-винторезный модели 1К625ДГУ.1500. Г - ГАП (выемка в станине). 1500 - наибольшая длина обрабатываемого изделия. 1К625Д - наибольший диаметр обрабатываемого изделия увеличен до 500 мм. (У базовой модели - станка 1К62Д - наибольший диаметр обработки 435мм).
Шпиндель станков установлен на специальных подшипниках, которые обеспечивают необходимую жесткость и высокую точность обработки.
Обработка разнообразных материалов может производиться с ударными нагрузками без потери точности.
Станки могут использоваться для обработки закаленных заготовок из жаропрочной и инструментальной стали, требующих тяжелых режимов резания.
Выемка в станине (ГАП) позволяет устанавливать и обрабатывать заготовки, радиус которых превышает расстояние, ограниченное высотой центров
Например, наибольший диаметр заготовки, устанавливаемой над станиной станка 1К62Д- 435мм, а станок 1К62ДГ с ГАПом дает возможность изготавливать деталь с наружным диаметром 630 мм.
Модификации универсального токарно-винторезного станока 1К62Д
1К62Д - базовая модель токарно-винторезного станка нормальной точности
1К62ДГ - станок нормальной точности с выемкой в станине
1К625Д - станок с увеличенным диаметром обработки
1К625ДГ - станок с увеличенным диаметром обработки с выемкой в станине
1К625ДФ1 - станок с увеличенным диаметром обработки с УЦИ
1К625ДГФ1 - станок с увеличенным диаметром обработки с выемкой в станине с УЦИ
Общий вид токарно-винторезного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ
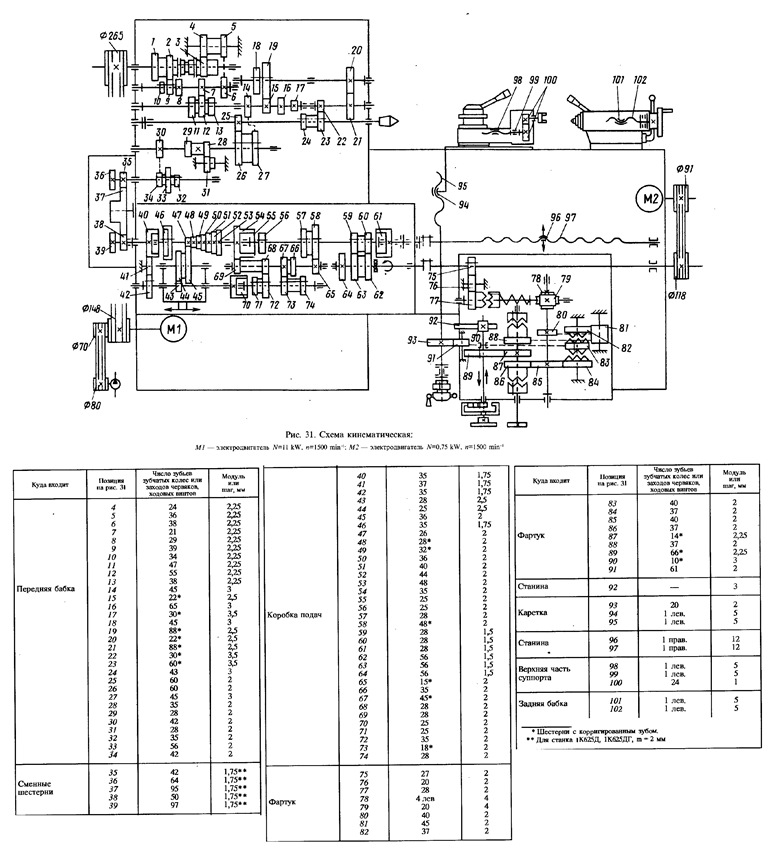
Кинематика токарного станка 1К62Д, 1К62ДГ
Размещение органов управления токарного станка 1К62Д, 1К62ДГ
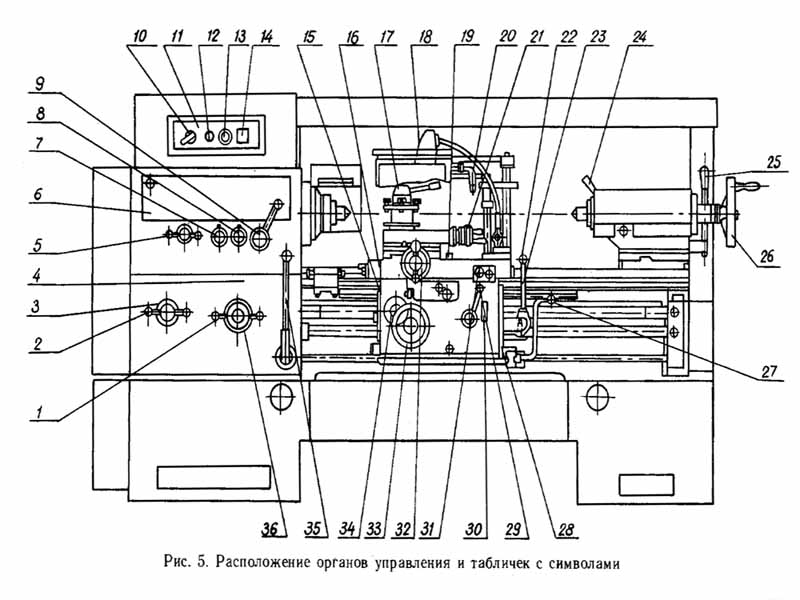
Спецификация органов управления токарно-винторезным станком 1К62Д, 1К62ДГ
- Рукоятка установки величины по дачи и шага резьбы - Двадцать восемь фиксированных положений
- Рукоятка выбора типа резьбы и вида работ (резьбы или подачи) - Пять фиксированных положений
- -
- -
- Рукоятка установки частоты вращения шпинделя - Шесть фиксированных положений
- -
- Рукоятка установки нормального, увеличенного шага резьбы и положения - Три фиксированных положения при делении многозаходных резьб
- Рукоятка установки правой и левой резьбы и подачи - Три фиксированных положения
- Рукоятка установки частоты вращения шпинделя - Четыре фиксированных положения
- Вводной автоматический Выключатель - Включение и выключение производится в соответствии с символами на панели электрошкафа управления - При автоматическом отключении рукоятка находится в промежуточном положении. Перед включением рукоятку предварительно установить в выключенное положение
- -
- Сигнальная лампа - Лампа светится — электропитание включено
- Выключатель электронасоса подачи охлаждающей жидкости - Включение и выключение производится в соответствии с символами на панели электрошкафа управления
- Указатель нагрузки станка при обработке деталей - Служит для определения нагрузки на электродвигатель главного привода
- -
- Кран смазки направляющих каретки и поперечных салазок суппорта - Поворот — открывание крана
- Рукоятка поворота и крепления индексируемой резцовой головки - Вращение против часовой стрелки — открепление и поворот резцовой головки. Вращение по часовой стрелке — фиксирование и закрепление резцовой головки
- Болт крепления каретки на станине — Поворот болта ключом по часовой стрелке - закрепление каретки. Поворот болта ключом против часовой стрелки — открепление каретки
- Регулируемое сопло подачи охлаждающей жидкости, подаваемой к режущему инструменту — Поворот по часовой стрелке - уменьшение количества охлаждающей жидкости. Поворот против часовой стрелки — увеличение
- Рукоятка ручного перемещения резцовых салазок суппорта - Вращение по часовой стрелке — перемещение салазок влево. Вращение против часовой стрелки — перемещение салазок — вправо
- Выключатель лампы местного освещения - Переключением тумблера
- Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта - Нажатие — включение электродвигателя
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта - Поворот влево — включение перемещения каретки влево, поворот вправо — включение перемещения каретки вправо. Поворот от себя — включение перемещения поперечных салазок вперед. Поворот на себя — включение перемещения поперечных салазок назад
- Рукоятка зажима пиноли задней бабки - Поворот вправо — пиноль зажата, поворот влево — пиноль разжата
- Рукоятка крепления задней бабки к станине - Поворот от себя — закрепление задней бабки. Поворот на себя — открепление задней бабки
- Маховик перемещения пиноли задней бабки — Вращение по часовой стрелке — перемещение пиноли влево. Вращение против часовой стрелки — перемещение пиноли вправо
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 35)- Три фиксированных положения. Среднее положение — муфта выключена, тормоз включен. Нажатие влево и поворот вверх — включение прямого вращения шпинделя. Нажатие влево и поворот вниз — включение обратного вращения шпинделя
- -
- Рукоятка включения и выключения гайки ходового винта - Поворот вниз — включение гайки, Поворот вверх — выключение гайки
- -
- Кнопочная станция включения и выключения электродвигателя главного привода - Нажатие черной кнопки — включение электродвигателя. Нажатие красной кнопки — выключение электродвигателя
- Аварийная кнопка «Стоп» Нажатие — отключение электрооборудования станка от сети вводным автоматическим выключателем
- Рукоятка ручного перемещения поперечных салазок суппорта- Вращение по часовой стрелке — перемещение салазок вперед. Вращение против часовой стрелки — перемещение салазок назад
- Маховик ручного перемещения каретки - Вращение против часовой стрелки — перемещение каретки влево. Вращение по часовой стрелке — перемещение каретки вправо
- Рукоятка включения и выключения реечной шестерни - Перемещение от себя — сцепление шестерни с рейкой. Перемещение на себя — расцепление шестерни с рейкой
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 27)- Три фиксированных положения, Среднее положение — муфта выключена, тормоз включен. Перемещение на себя и поворот вправо — включение прямого вращения шпинделя. Перемещение на себя и поворот влево — включение обратного вращения шпинделя
























")

")

